





Contents

On-demand webinar
How Good is My Shield? An Introduction to Transfer Impedance and Shielding Effectiveness
by Karen Burnham
When you’re working on high-power PCB stack-ups, select the right layer count, place power and ground planes close together, and optimize copper distribution.
For board designers working on industrial power supplies, battery management systems, and other high-load applications, getting the build-up right is critical because it directly impacts current delivery, heat dissipation, and EMI performance.
Highlights:
- Determine the required number of layers by considering power rail allocation and electrical isolation requirements.
- Choose between dedicated power planes and copper pours based on voltage drop targets, routing constraints, and thermal requirements.
- Verify manufacturability by reviewing copper weight limits, dielectric tolerances, and lamination requirements early in the design process.
- Avoid errors such as inadequate dielectric isolation, undersized high-current vias, and unsupported heavy-copper constructions.
In this article, you’ll learn the steps for developing a high-power layer stack, essential DFM checks, and solutions to typical mistakes. We have also added a checklist to help you validate your build-up before fabrication.
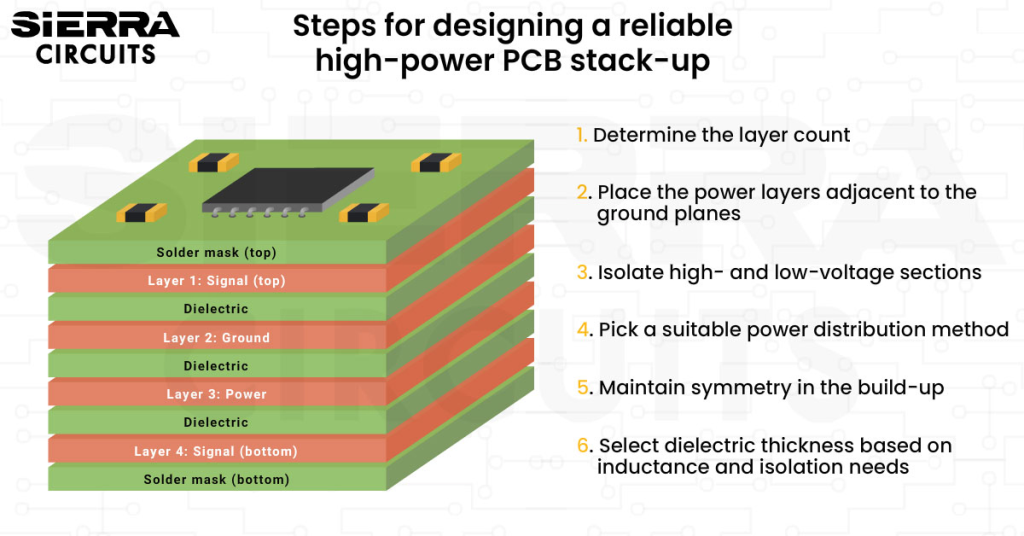
What are the steps for designing high-power PCB stack-ups?
For a high-power circuit board build-up, select the correct layer count, arrange power and ground planes, ensure adequate voltage isolation, choose the right power distribution method, maintain symmetry, and pick dielectric thicknesses that support electrical and thermal requirements.
Let’s look at each of them in detail:
1. Determine the layer count based on current, power rails, and isolation requirements
The number of layers in your high-voltage prototype depends on current capacity, number of power rails, and required electrical isolation.
Current capacity
Each copper layer contributes to the total current-carrying capability of your power distribution network (PDN). A 2 oz external layer has a defined current capacity for a given trace width or plane area.
If the required current exceeds this capacity, you should:
- Increase trace width and thickness.
- Add parallel layers.
Using parallel power planes lowers resistance and improves current capacity. However, the improvement depends on the current distribution, via connectivity, and plane geometry.
Power rails
Designs with multiple power rails (e.g., 48 V main bus, 12 V auxiliary, 5 V logic, 3.3 V digital) require either split planes or dedicated planes per rail.
The table below compares split and dedicated power planes and highlights when each approach is most suitable.
| Power plane configuration | Advantages | Disadvantages | When to use |
|---|---|---|---|
| Split |
|
|
|
| Dedicated (One layer per rail) |
|
|
|
Electrical isolation considerations
High-voltage designs often call for additional layers to maintain adequate isolation between power domains and control circuitry. Meeting these isolation criteria may require dedicated ground shields, thicker dielectric barriers, or isolated voltage regions, increasing the overall layer count.
Therefore, evaluate the operating voltage, insulation requirements, and applicable safety standards early in the design process.
To learn how to build a high-load board, download the High-Power PCB Design Guide.
High-Power PCB Design Guide
12 Chapters - 96 Pages - 75 Minute ReadWhat's Inside:
- Guidelines for designing traces, planes, and vias for high current
- Material selection, stack-up, and power distribution strategies
- Thermal management techniques for power electronics
- Creepage and clearance rules based on the industry standards
- Common design mistakes and how to avoid them
Download Now
2. Place the power layer adjacent to the ground planes to minimize voltage drop
Closely coupled power and ground planes reduce loop inductance, improve return path continuity, and suppress EMI in high-load designs.
Reference planes serve three important functions:
- Low-impedance current distribution: They provide low-resistance paths for high-current delivery.
- Return path continuity: A nearby reference plane ensures the current follows a short path, minimizing loop inductance and EMI.

An illustration of a PCB with a signal path and the corresponding return path - Distributed capacitance: Closely spaced power and ground planes form a parallel-plate capacitor that decouples high-frequency noise.
High-load boards require dedicated power planes or distributed copper pours to handle high current densities. Poor plane arrangement creates large current loops that increase inductance, generate voltage spikes during switching (di/dt), and radiate electromagnetic noise.
Consider these guidelines when you’re placing reference planes in your build-up:
- Place the primary power layer adjacent to a ground plane with the thinnest practical dielectric between them.

The signal layer is one dielectric layer away from the ground plane. - Route high-current paths on the layers closest to their reference planes to minimize via transitions and keep the return current directly underneath the signal track.
- Use thermal via arrays under high-power components and add ground stitching vias to reduce ground bounce and improve heat spreading.
- For boards with multiple voltage rails (e.g., 12 V, 5 V, 3.3 V), avoid assigning a dedicated power plane to each rail, as this increases layer count and manufacturing cost.
- Instead, use wide copper pours or split power planes on internal layers by dividing them into separate zones (geometric copper islands) for different voltages.
- Reserve the largest copper areas for high-current rails, provided they maintain a solid, uninterrupted return path beneath them.
3. Isolate high- and low-voltage layers
When a board carries both high-load (e.g., 400 V DC bus) and low-potential (e.g., 5 V logic) signals, the stack-up must physically isolate their copper layers. The dielectric between them must withstand the full working voltage, with appropriate safety derating.
To achieve this:
- Do not place conductors on adjacent layers unless the dielectric material provides the required insulation.
- Place a shield layer between high-voltage and low-voltage domains to improve isolation and reduce capacitive coupling, if possible. However, you still have to verify that the resulting dielectric spacing satisfies insulation requirements.
- Use multiple prepreg layers or a thicker insulating core when a single dielectric layer cannot provide the required insulation for the target working voltage.
- Select laminates qualified for conductive anodic filament (CAF) resistance and use glass styles with adequate resin content to minimize void formation.
4. Pick a suitable power distribution method
Once the stack-up is finalized, the next step is to implement the PDN according to the power rating. Power network configuration should be selected based on current requirements, allowable voltage drop, AC impedance targets, and return path continuity.
Depending on the design, this may include solid reference planes, localized copper regions, wide traces, or stitched copper structures.
The following table summarizes the performance differences between utilizing full-layer dedicated planes and targeted copper pours
| Parameters | Dedicated power planes | Distributed copper pours |
|---|---|---|
| Current distribution | Uniform current flow across the entire layer, offering maximum current-carrying capability | Current distribution depends on copper geometry, neck-downs, and return path continuity |
| Voltage drop | Low | Low to moderate (can increase if there are narrow copper regions and long current paths) |
| Parasitic inductance | Low | Low to moderate (can increase if return paths are discontinuous) |
| Thermal performance | Excellent (acts as a large heat sink) | Good (localized heat distribution) |
| EMC/EMI performance | Superior shielding and containment (solid plane with no apertures/discontinuities reduces radiation) | Less effective (potential radiation from edges or islands) |
| Design flexibility | Low (requires full-layer dedication, no other routing allowed on that layer) | High (integrates with signal routing on the same layer) |
| Manufacturing cost | High | Low |
For more on power distribution network, read 4 common PDN design challenges and how to resolve them.
The table below summarizes the use cases of dedicated planes and copper pours.
| Design scenario | Best choice | Why it works |
|---|---|---|
| High-current power rails shared by multiple devices | Dedicated power plane | Ensures low DC resistance, minimizes IR drop, and reduces loop inductance when paired with a return plane |
| Very low PDN impedance required | Dedicated power plane | Minimizes resistance and inductance for stable power delivery |
| High-frequency switching or fast current transients | Dedicated power plane | Reduces loop inductance and suppresses noise |
| Heat spreading for high-power components | Dedicated power plane | Provides better thermal distribution across the board |
| Moderate current distribution with routing constraints | Copper pour | Offers sufficient current capacity with a flexible layout |
| Outer layers or mixed-signal layers with limited routing space | Copper pour | Maintains routing flexibility while distributing power |
| Designs with cost or layer-count constraints | Copper pour | Reduces the need for additional layers |

5. Choose symmetrical stack-ups to prevent warpage
Warpage occurs when the high-power PCB build-up is not symmetrical, and one side of the board expands or contracts more than the other during thermal cycles. Copper imbalance is the main cause, as heavy copper layers expand more than the FR4.
Warped boards can stress solder joints, make automated assembly more difficult, and increase the risk of delamination or via cracking.

Stick to these guidelines to avoid warpage:
-
-
- Mirror copper weights across corresponding layers. If layer 2 uses 4 oz for a power plane, layer N-1 should also have 4 oz.
- Ensure balanced copper distribution.
- Add copper thieving or dummy filling on low-coverage layers. Place non-functional patterns in open areas to match adjacent plane density. Fabricators often refine these during CAM.
- Avoid concentrating heavy copper on the outer layers. Distribute them evenly or add a compensating heavy layer.
-
- Prefer even layer counts (4, 6, 8) for easier symmetry; select high-Tg laminates for thermal stability; ask your CM to pre-bake the boards to control moisture.
- Specify bow and twist tolerances in your fab notes. Bow and twist are typically limited to ≤0.75% for surface-mount assemblies per IPC-6012.
6. Use thin dielectrics for low inductance and thicker dielectrics for voltage isolation
The dielectric layers influence:
- Characteristic impedance of signals
- Parasitic capacitance and loop inductance between power-ground pairs
- Breakdown voltage for isolation
- Thermal resistance
The following guidelines will help you select appropriate dielectric thicknesses for high-power PCB stack-ups.
- Consider inductance, isolation, and impedance requirements
- Thin dielectrics (50 – 100 µm) increase interplane capacitance and reduce loop inductance, improving high-frequency decoupling between power and ground planes.
- Thicker dielectrics (≥150 µm) provide greater electrical isolation. Implement them between high-voltage domains.
- Most high-load build-ups require a combination of both approaches. Thin dielectric layers are used where low inductance is a must, and thicker dielectric layers are used where voltage isolation is required.’
- Adjust the trace width whenever dielectric thickness changes to maintain the target impedance.
- Account for manufacturing tolerances
- These can vary based on the dielectric thickness (typically ±10 – 15%), so confirm values with the fabricator to ensure impedance and breakdown voltage targets are met.
- Evaluate thermal performance
- Treat copper planes and vias as primary heat paths in FR4 designs. For metal core circuit boards (MCPCBs) and ceramics, consider dielectric thickness as a key thermal resistance factor.
The table below shows the typical prepreg and core thicknesses.
| Type | Typical thickness | Dielectric constant (εr) | Approx. safe working voltage (3:1 derating) | Features |
|---|---|---|---|---|
| Thin prepreg (106, 1080) | 50 – 75 µm (2–3 mil) | 3.7 – 4.1 | 330 – 500 V | Tight power-ground pairs (low inductance, high bypass capacitance) |
| Standard prepreg (2116) | 100–130 µm (4–5 mil) | 4.1 – 4.3 | 660 – 860 V | General inter-layer isolation for designs with <600 V |
| Thick prepreg (7628) | 175 – 200 µm (7–8 mil) | 4.4 – 4.8 | ~1.1 – 1.3 kV | Good high-voltage isolation |
| Core | 0.20 – 1.60 mm | 4.2 – 4.6 | Scales with thickness | Structural layer, used to build high-voltage barriers |
For more, download the PCB Stack-up Design Guide.
PCB Stack-Up Design Guide
12 Chapters - 55 Pages - 60 Minute ReadWhat's Inside:
- Design guidelines for HDI, flex, and hybrid stack-ups
- Stack-up representation in fab drawing
- DFM checks for layer stacks
- Characteristics of high-speed materials
- Manufacturing tolerances
- PCB stack-up examples with illustrations
Download Now
What DFM checks are required for high-power stack-ups?
You should verify material availability, copper weight limits, dielectric tolerances, lamination constraints, drill capabilities, and copper balance before finalizing a high-load layer stack.
Here are 9 design for manufacturing (DFM) rules to ensure manufacturability:
- Use standard prepreg and core thicknesses whenever possible to reduce lead time and fabrication cost.
- Confirm the availability of heavy-copper constructions.
- Verify maximum copper weights supported by the fabricator for plated through holes and fine-feature layers.
- Balance copper distribution across layers to minimize warpage during sequential lamination.
- Review dielectric thickness tolerances when controlled impedance and high-voltage isolation requirements coexist.
- Conduct an early DFM review of the layer stack before layout begins.
- Check drill aspect ratio limits for high-current vias.
- Validate the heavy-copper lamination capability of your CM.
- Establish bow and twist requirements.
You can also get in touch with our DFM engineers to get your build-ups validated. Book a meeting with our experts or call us at +1 (800) 763-7503.
What are the typical high-load stack-up mistakes, and how to prevent them?
Keeping power and return planes too far apart, creating copper imbalance, using inadequate thermal paths, and providing insufficient electrical isolation are some of the layer stack issues in high-power PCB designs. These mistakes can increase voltage drop, EMI, operating temperature, warpage, and long-term reliability risks.
The table below summarizes the stack-up faults and the recommended corrective actions.
| Mistake | Solution |
|---|---|
| Determining layer count based only on routing density | Configure the layer stack based on current requirements, power rails, voltage isolation, and thermal performance |
| Using narrow power pours instead of dedicated planes for high-current rails | Use dedicated power planes or sufficiently wide copper regions to reduce resistance, voltage drop, and thermal hotspots |
| Ignoring the copper balance between the top and bottom layers | Maintain a symmetrical build-up and balanced copper distribution to minimize warpage |
| Using thin dielectrics in high-voltage sections without validating insulation requirements | Select dielectric thicknesses based on operating voltage, insulation, creepage, and clearance requirements, and applicable safety standards |
| Concentrating heavy copper on one side of the board | Distribute heavy copper evenly across the layer stack or use compensating copper structures to maintain mechanical stability |
| Providing inadequate thermal conduction paths | Use copper planes, thermal vias, and appropriate layer placement to create effective heat-transfer paths to heatsinks or external cooling surfaces |
| Finalizing the build-up without fabricator review | Conduct an early DFM review to verify material availability, copper weights, dielectric construction, drill capabilities, and fabrication constraints |
Need assistance in designing your high-power stack-up? Our engineers can help you with material selection, power distribution, and signal routing.

High-power PCB stack-up design checklist
Use this action list to verify that your layer stack meets electrical, thermal, isolation, and manufacturability requirements.
| No. | Checklist items | ✓ |
|---|---|---|
| 1 | High-current nets have been identified, and the power distribution strategy (dedicated planes or copper pours) has been defined | ☐ |
| 2 | Power and return current paths have been mapped to minimize loop inductance and EMI | ☐ |
| 3 | Layer functions (signal, power, ground, thermal spreading) have been assigned | ☐ |
| 4 | Power and ground planes are placed close together to reduce inductance and improve decoupling | ☐ |
| 5 | High-current traces are short, wide, and continuous with minimal neck-downs | ☐ |
| 6 | Copper weight has been selected based on current-carrying requirements | ☐ |
| 7 | Thermal spreading through copper planes and copper pours has been evaluated | ☐ |
| 8 | Multiple vias are used in parallel, where high current transitions between layers | ☐ |
| 9 | Via structures are sized appropriately for current capacity and manufacturability | ☐ |
| 10 | High-voltage and low-voltage domains are adequately isolated | ☐ |
| 11 | Dielectric thicknesses satisfy insulation, creepage, and clearance requirements | ☐ |
| 12 | Characteristic impedance targets are maintained with the selected dielectric thicknesses | ☐ |
| 13 | Thin dielectrics are used where low inductance is required, and thicker dielectrics are used where isolation is necessary | ☐ |
| 14 | The build-up is symmetrical about its centerline to minimize warpage | ☐ |
| 15 | Copper distribution is balanced across layers | ☐ |
| 16 | Heavy copper layers are distributed evenly | ☐ |
| 17 | Manufacturing limits for trace width, spacing, via sizes, and copper weights have been verified | ☐ |
| 18 | The PCB fabricator has reviewed the proposed stack-up and confirmed manufacturability | ☐ |
| 19 | IR drop analysis has been completed | ☐ |
| 20 | Thermal simulations have been performed and reviewed | ☐ |
| 21 | Warpage and mechanical reliability have been evaluated | ☐ |
| 22 | Final electrical performance and isolation requirements have been validated before fabrication | ☐ |
Sierra Circuits offers high-quality rigid PCBs for a wide range of applications with advanced technology, fast turnaround times, and precision manufacturing. Visit our rigid PCB capabilities to learn more.
Stack-up examples for power applications
Here are three typical build-up configurations. These serve as starting points. Adjust dielectric thicknesses, copper weights, and materials based on your current voltage and thermal requirements.
4 layers (suitable for <50 A, moderate power, cost-sensitive designs)

Why this stack-up works:
- Places the power and ground planes close together to reduce loop inductance.
- Uses the outer layers for component placement, routing, and heat dissipation.
- Provides a cost-effective solution for moderate-current applications.
Design recommendations:
- Use a thin dielectric between the power and ground planes.
- Add heavy copper pours and thermal vias to improve current carrying capacity and heat spreading.
Typical applications:
- Power supplies
- Power distribution boards
- DC-DC converters
- Moderate-current designs up to approximately 40 – 50 A
6 layers (suitable for 10 – 100 A with better isolation and routing)

Why this stack-up works:
- Multiple ground planes provide continuous return paths and reduce EMI.
- Separates sensitive signal routing from high-current power distribution.
- Supports both high-current delivery and mixed-signal layouts.
Design recommendations:
- Place thin dielectrics between power-ground pairs to reduce loop inductance.
- Use thicker dielectrics where additional high-voltage isolation is required.
Typical applications:
- Motor drives
- Industrial power supplies
- Mixed-signal control boards
- High-current distribution systems
8 layers (For >50 A, heavy copper, or high voltage/mixed domains)

Why this stack-up works:
- Parallel power planes reduce resistance and increase current-carrying capacity.
- Multiple ground planes improve EMI performance and provide low-inductance return paths.
- Separates high-voltage and low-voltage domains more effectively.
Design recommendations:
- Use dedicated ground planes between voltage domains.
- Consider external busbars or hybrid MCPCBs when current requirements exceed practical PCB limits.
Typical applications:
- EV power electronics
- Industrial motor drives
- High-current power converters
- High-voltage mixed-signal systems
Well-planned power and ground plane placement, appropriate dielectric selection, balanced copper distribution, and early DFM validation help you prevent overheating, warpage, insulation failures, and field reliability issues.
By following the best practices provided in this blog, you can improve electrical performance, manufacturing yield, and product lifespan.
About the technical reviewer: Pranav is a stack-up and materials specialist with nearly six years of experience in designing and optimizing multilayer circuit boards for high-speed, high-load, and complex applications. He is also proficient in developing PCB design tools that help engineers expedite design processes.
Have questions about designing your high-power PCB stack-ups? Post them on SierraConnect. Our experts will answer them.

About Mohamed Faheemuddin : Mohamed Faheemuddin is a mechanical engineer. His passion for electronics drew him to the PCB industry. With an experience of over 3 years in the PCB industry, he specializes in developing articles for engineers and hardware designers.





Start the discussion at sierraconnect.protoexpress.com