Contents
At some level of circuit complexity, turning to an HDI architecture with blind and buried vias will result in better yield and lower cost than would a through-hole design. In this presentation, we discuss several design examples and illustrate the relative costs and benefits of different architectural approaches.
HDI manufacturability and cost
https://protoexpress.wistia.com/medias/wkhje6y52w
Today, we will be discussing manufacturing and cost considerations for your HDI PCB. More specifically, the key things to remember when designing your high-density interconnect board.
1. Keep your cost down
0:15 One of the problems designers face is keeping costs down. My goal is to provide some insight to help you with your decision-making process. So let’s dive right in! When making PCB-design decisions for HDI, one of the primary concerns is regarding manufacturability and cost. Just like standard PCB designs, HDI boards have four main concerns: HDI PCB materials, layers and laminations, vias in HDI classes, and optimal trace and space.
0:50 Let’s start with materials. Materials play a large role in terms of manufacturability and the direct cost of your circuit board. Here is a tip: The goal is always to select the right material for manufacturability that, at the same time, meets your temperature and your electrical requirements. When it comes to materials, make sure that your high-speed material is also suitable for your HDI design. They are many other factors that come into play when selecting the proper materials for your design.

1:26 When thinking about layers and laminations, keep in mind the following questions: Have you planned your layer sequencing for reduced EMI? Have you decided your routing density? What is the total number of sequential laminations? And have you minimized your laminations?
2. Via structure
1:42 Let’s move on to vias. Manufacturability primarily has to do with via structure. Answer the following questions before you start working on your next project: Are you meeting the design guidelines for microvia aspect ratio? Are you stacking or staggering your microvias?
1:59 And lastly, trace and space. Have you considered reducing your trace width to increase density and ultimately reduce your layer count? Here is a brief plug on Sierra Circuits: If you are considering reducing your trace width to increase density and reduce your layer count, 2-mil trace and space may be exactly what you are looking for. Our yields are 90% for this density. When it comes to the manufacturability and the cost of an HDI board, it is very important to remember that none of these considerations can be dealt with in isolation. For example, reducing your trace and space will always ultimately reduce your layer count. Or, how can you plan your via and pad sizes which impact the space you have to route your traces?
2:38 For a better understanding of how to begin with these decisions in mind, check out our HDI design guide.
HDI PCB Design Guide
5 Chapters - 52 Pages - 60 Minute ReadWhat's Inside:
- Planning your stack-up and microvia structure
- Choosing the right materials
- Signal integrity and controlled impedance in HDI
- Manufacturing considerations for higher yields
Download Now
3. Complexity equals more cost
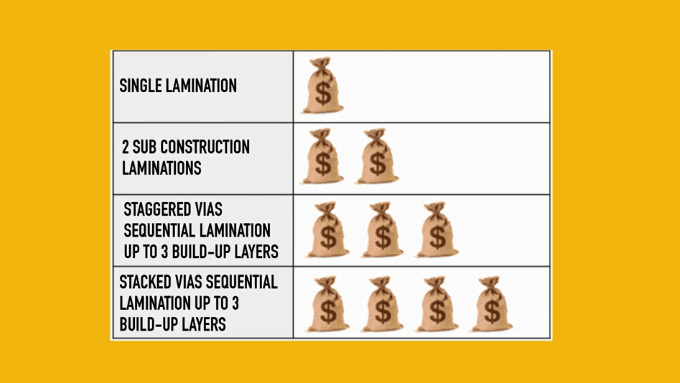
2:43 A quick note on manufacturability and cost consideration for layers and laminations: As a general rule, as the complexity of your stack-up increases, the overall cost will also increase.
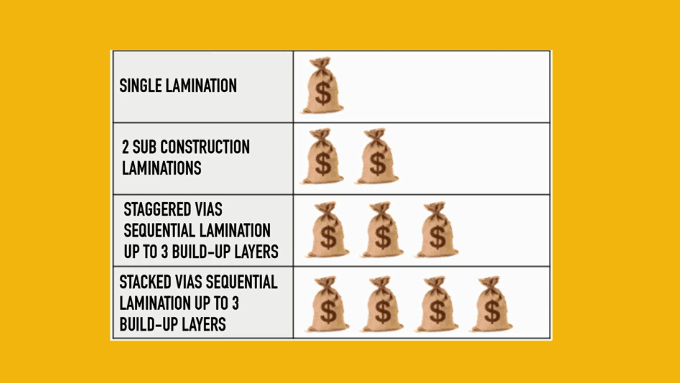
2:54 On the left of this chart, you have HDI stack-up classes, and on the right, you have the associated cost. The more sequential laminations, the higher the cost of HDI PCB. The most expensive stack-up class is three sequential laminations. This includes microvias stacked on top of each other, which is necessary when you are breaking out of a tight pitch BGA, like .3 mm. Second in the stack-up class in terms of cost is using a non-conductive through-hole process. We will cover this in detail later.
4. Mechanical or laser drill?
3:22 It is important to know what the pros and cons of mechanical versus laser drilling are. Let’s start with the mechanical drilling. Drilling is the huge cost driver. This chart shows the reasons why:
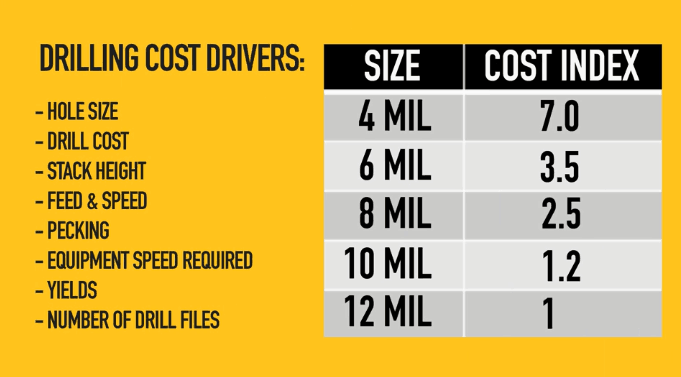
3:34 To name a few, there is the cost of the drill bit, the time it takes to drill mechanical holes, and the quality of the drill. On the right side is the cost index. Look how much more expensive a 6-mil drill is when compared to a 10-mil drill. What can make this process even more complex is the use of hybrid stack-ups? For different materials, each material requires a different drill cycle and plasma cycle. Bottom line, if you have the opportunity to reduce or eliminate mechanically-drilled vias and use laser-drilled microvias instead, you could save a tremendous direct cost for yield.

4:08 Strangely enough, designers typically seem to want to add more vias to protect their critical traces. However, to decrease cost and cycle time, instead of through-hole vias, use laser-drilled vias in your modeling. Laser-drilled vias do not add much cost. One laser drill costs the same as 10,000 laser drills.
5. Conductive or non-conductive hole fill?
4:26 Going back to cost factors, the next cost factor to consider is choosing between a conductive or non-conductive hole fill process. Do you have vias underneath a surface-mount component that is required to be filled and capped or plated over? It is costly because it requires two plating steps and two drill steps. We drill holes that will be filled separately from the regular through-holes on the board and any extra steps mean extra cost. In this case, we are going back to the process twice, which costs in terms of time and dollars, drilling and plating.
5:03 The final objective of a hole fill is to help assembly form a good solder joint. And it works great for that. Just be aware of the added cost and time when it comes with this. If you have a choice between offset laser-drilled microvias and via-in-pads, I would choose the laser-drilled microvias over the mechanical drill.
5:21 Sierra can plate the laser drills and the through-hole mechanical drills at the same time. And not only is via-in-pad design another step in the process, but it also challenges the manufacture registration system. If you implement the via-in-pad with the through-hole mechanical drill instead of a laser drill, there is an extra step with a non-conductive fill process. Using a non-conductive fill is more expensive than plating the laser-drilled via shut.
6. Laser-drilled microvias
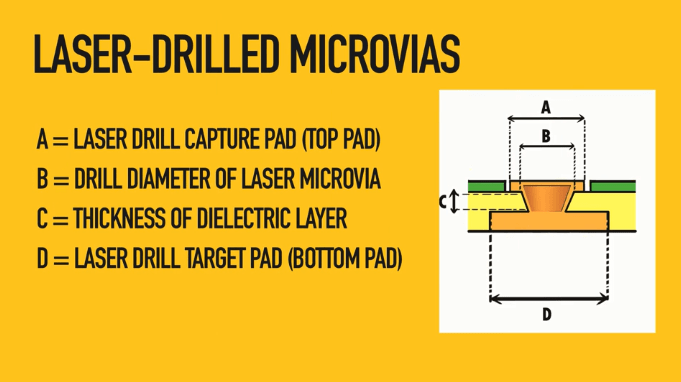
5:46 Here is the basic make-up of a laser-drilled microvia. The critical dimensions are the pad size, the laser drill size, and the press-out thickness of the dielectric. You must define your laser drill size in proportion to the finished press-out thickness in order to properly plate the via. Laser drill dimensions can get very small. But remember, they are only going from one layer to the next. Many fabricators can laser a 2-mil hole, but plating the 2-mil hole becomes problematic because of the aspect ratio of the thickness due to the drill diameter of the hole.
6:21 Aspect ratio guidelines:

6:27 Some manufacturers say they can do a 1:1 aspect ratio. That is not optimal. You want to stay 0.75:1 to ensure a good plating. The shape of the microvia is important to allow for the plating solution to flow properly and plate or fill the microvia. If you have to do a build-up, or in another word, you need a buried via, then you would need to choose between staggered or stacked vias.

6:51 Let me describe the difference between staggered and stacked microvias
Staggered vias essentially mean fewer process steps. We do not have to fill the laser-drilled vias with copper because the second laser drill does not land on the first laser drill. Filling or plating a microvia shut usually happens in a special plating tank designed with chemistry. It plates the laser-drilled microvia from the bottom of the via to the top of the via, until it fills the hole completely. Plating a laser-drilled microvia shut adds time and cost to the process. You only need it when you are stacking on an inner layer. Or if you have a via-in-pad on the outer layer. If the second laser-drilled via is staggered or offset, there is no need to copper plate shut. If you are staggering your laser-drilled microvias, it is important to know what spacing your manufacturer requires between the laser drills.
7. Laser drill accuracy
7:43 What is the laser drill accuracy? It is very safe to assume it is +/- 1 mil accuracy. Usually, in a staggered microvia formation, the diameters of both operate and lower microvias are the same. The key parameter that decides whether the staggering is possible or not, without the lower microvia needing to be filled, is the dimension E, the vertical separation between the central access of the two microvias. For staggering to be viable, the value of E must be greater than the microvia diameter.
8:16 Sometimes, the space restrictions are so tight that your only option is a stacked via. Some precautions for stacked vias: Stacking on a buried mechanical drill is known to be a bad structure where failure can occur. We have seen cracks at this connection. We have not seen cracks on stacked laser-drilled microvias. See our case study to learn how we designed 8- and 14-layer HDI boards with stacked microvias to meet the space restrictions and design specifications.
8:34 The final point is: If you have a buried via, it is better to offset your laser drills from the buried mechanical drills and then stack from that point onwards. This gives you the most reliable connection.
8. Stack-up classes for HDI
8:46 Next, we will review the different stack-up classes for HDI boards. The first option that I want to describe is a single lamination built using laser drills. This stack-up class is a no-brainer in terms of utilizing microvias in the least expensive way possible: Using only one lamination. When you use a laser drill, you benefit from a smaller pad and via size. This can help ease some of the design restrictions and reduce your design time.
9:13 Going over the possible structures, it is important to know the process steps associated with the stack-up. Additional process steps mean more cost and more yield loss. In this example below, there is one extra lamination and no stacking of the vias. The buried via has been mechanically-drilled. There is no need to use a conductive fill for the via. It will naturally fill with the dielectric material. The second lamination adds the top and bottom layers. Then, we finish up with a final mechanical drill.
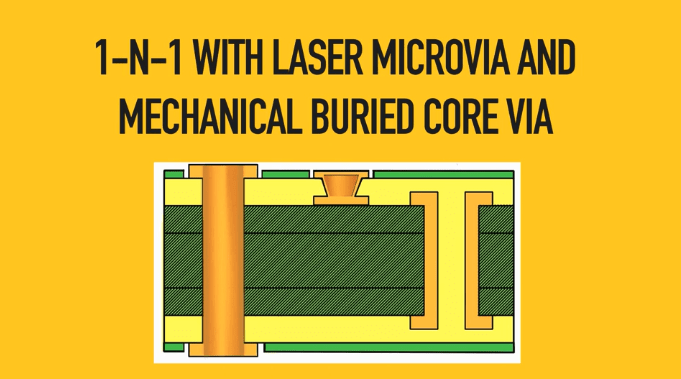
9:46 Now I challenge you to consider whether you need a final mechanical drill. You can get the same connections with the laser drill and the buried mechanical. This saves an extra drill cycle and saves the manufacturer from dealing with the registration of the mechanical drill and the laser drill.
Building this next stack-up takes an additional two laminations for a total of three laminations:

10:12 We will be going back to the laser drill and plating process twice for the laser drills, once for the buried mechanical drill, and then a second time for the through-hole mechanical drills. Each lamination cycle can be done in one day. So with three laminations, this can only be done in three days. Plus an additional day for outer layer processing. Four days in total.
3-N-3 challenges
10:35 The next more complicated structure is called a 3-N-3. At this point, material selection becomes critical. Is your material robust enough to handle four lamination cycles, plus a reflow cycle in assembly, plus a possible rework that you might have afterward?
10:52 Finally, going back to trace and space, the tighter you can make the traces, the fewer layers you will potentially need to route. If you combine tighter traces and spaces with smaller pad sizes using laser drilling, you will even have more additional space to route. That is why designers most commonly use laser drills when there is a tight pitch component involved.
9. .4mm pitch component

11:14 Here is an example of the design rules we use when you have a .4-mm pitch component. We also have a guide that lists the design rules for other pitches. Using laser drills allows you to shrink your pad size freeing up routing space within the BGA area.
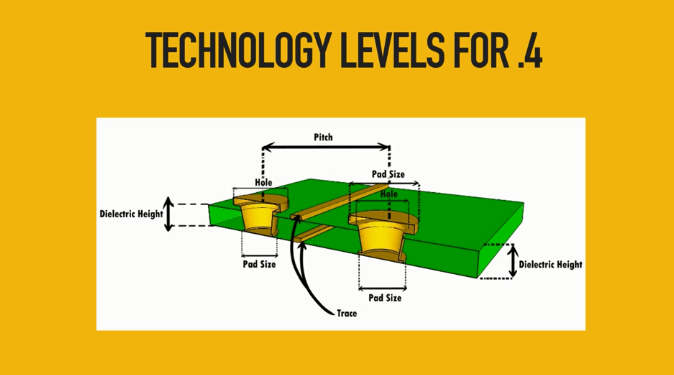
11:31 In this example, we have two traces on the inner layer that we route between pads and one trace on the outer layer. Etching tighter traces and spaces on inner layers is easier than tighter traces and spaces on the outer layer because there is no plating. In addition, the semi-additive process which we have at Sierra helps us with very high yield, fine lines and tight spaces, all the way down to 1-mil trace and space.
11:56 This concludes the basic HDI design guidelines. See our case study, designing an HDI board with 0.4 and 0.65mm BGAs, to learn about the BGA ground techniques.
For more design information, contact our DESIGN SERVICE team.
High-Speed PCB Design Guide
8 Chapters - 115 Pages - 150 Minute ReadWhat's Inside:
- Explanations of signal integrity issues
- Understanding transmission lines and controlled impedance
- Selection process of high-speed PCB materials
- High-speed layout guidelines
Download Now
About Amit Bahl : Amit Bahl, widely recognized as the PCB Guy, earned his Bachelor of Science in Engineering from UCLA. He is currently the Chief Revenue Officer at Sierra Circuits, where he continues to lead efforts to simplify the PCB design journey and support designers and engineers in creating high-quality boards.