



Contents
J-STD-001 is a standard issued by IPC for soldered electrical and electronic assemblies. The standard specifies material specifications, process requirements, and acceptability criteria.
What is J-STD-001 certification?
Joint industry-standard (J-STD-001) is the industrial specification for electronics and electrical assemblies that are grouped according to the product classes. Electronic products are classified into three groups according to manufacturability, performance requirements, process control regulations, and verification testing.
Class 1: General electronic products
Class 2: Service electronic products
Class 3: High-performance electronic products
J-STD-001 is essential to establish the best soldering practices in the industry. It ensures the highest quality and reliability of the product under particular environmental conditions.
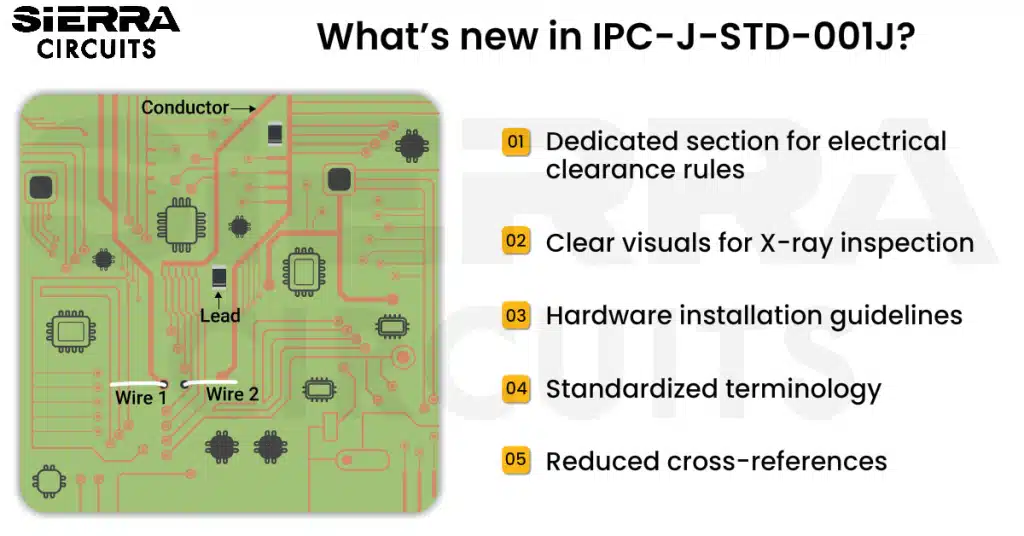
Initially, this standard was released in 1992 with a version J-STD-001 A. Since then there have been several amendments. The latest version of this document is IPC-J-STD-001J. This standard outlines materials, methods, and verification criteria for making high-quality soldered interconnections (leaded and lead-free). This certification includes a thorough explanation of the following elements:
- Material, component, and equipment
- Soldering and assembly requirements
- Terminal and wire connection
- Through-hole mounting
- Surface mounting of components
- Cleaning and residue requirements
- Coating, encapsulation, and adhesives
What is the difference between J-STD-001 and IPC-A-610?
IPC-A-610 and J-STD-001 both emphasize the soldering process, including industry terms for PCB assembly and characteristics of an acceptable board. IPC-A-610 is used for electronic assembly acceptance. Furthermore, this standard also provides detailed information and images regarding board inspection procedures to ensure compliance with the operational classifications. J-STD-001, however, is a specific standard that defines materials and processes for soldering to ensure quality solder joints and a reliable assembly.

The following classification gives a clear idea about the different elements involved in these two standards.
| J-STD-001 | IPC-A-610 |
|---|---|
| Defines the processes required to be followed to manufacture and assemble PCB | Defines the methods to inspect a completed PCBA |
| Component placement guidelines | Component placement requirement |
| Instruments requirement | Termination and connector details |
| Clearance and spacing criteria | Clearance and spacing criteria |
| Soldering errors and requirements | Soldering requirements |
| Material requirement | Soldering problems |
| Termination and connector details | Assembly cleaning criteria |
| Requirement for board cleaning | Assembly protection guidelines for solder mask and conformal coating |
| Rework conditions | Rework conditions |
| Assembly inspection | Assembly inspection |
| PCBA protection including conformal coating, stacking, and encapsulation | Classifies PCBA performance according to its characteristics |
| Contains the performance classifications defined in IPC-A-610 |
Depending on the level of discussion and the definition of specific requirements, these topics may be addressed differently. IPC-A-610 defines particular requirements that board inspectors should follow regularly. Whereas J-STD-001 provides best practices to follow for process engineers, supervisors, and technicians.
Important requirements for soldering according to J-STD-001
In any standard, there is an emphasis on some of the major aspects along with minor provisions.
While speaking of soldering, it is crucial to consider the general parameters from the joint industry standards. See the following points for soldering:
- Cleanliness is of utmost importance to prevent contamination of materials, tools, and surfaces.
- Heating and cooling rates should be equivalent to the manufacturer’s standards. Stacked and multilayer chip capacitors are treated as thermal shock-sensitive to protect against thermal excursions.
- Strands of the wires should not be damaged. The solder must wet the tinned area of the wire.
- Soldering and cleanliness inspections should be performed before the application of the conformal coating and stacking.
- Defects may occur that won’t comply with the form, fit, and function of the assembly. In that case, such soldering errors should be reworked or scrapped as per the customer’s requirements.
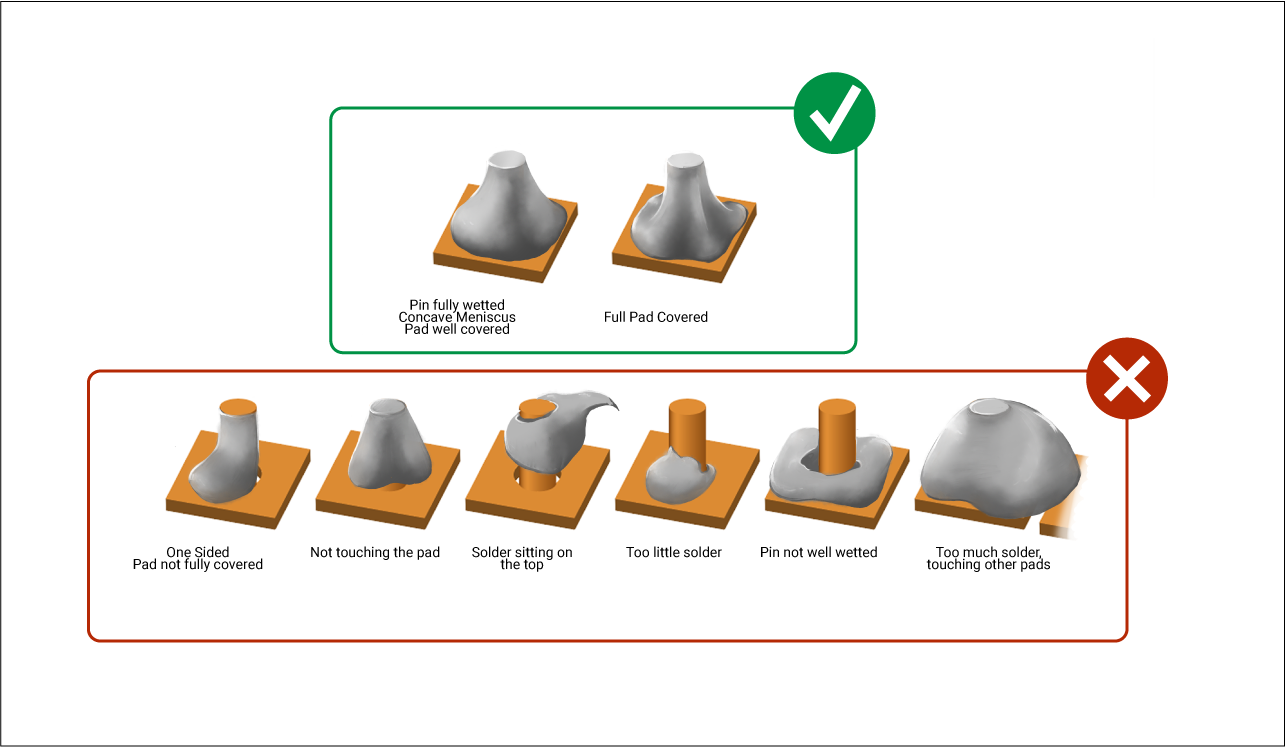
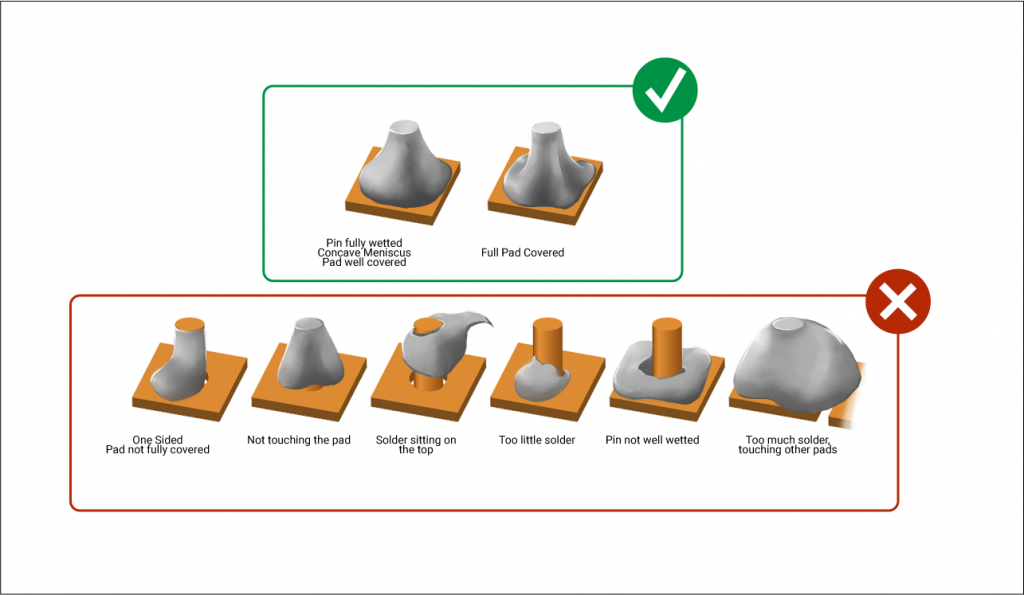
Soldering defects - Visual inspection should be performed using AOI (automated optical inspection) and AXI (automated X-ray inspection).
- As per the design, conductors, component leads, land patterns, and solder masks are able to accommodate exposed base metal.
There are many requirements related to wires, strands, lead forming, defects as per material classes, holes, lamination, etc. It is necessary to follow this standard and maintain proper documentation for results and findings.

Fill out the form:
The joint industry standard for space applications
IPC has issued the J-STD-001ES standard for space addendum application. It consists of several process requirements. Some important ones include:
Corrosion
For using silver-coated copper conductors, a user-approved red plague (corrosion) control plan is essential. The purpose of this plan is to minimize and control the exposure to certain environmental conditions that promote the growth of cupric oxide (CuO) corrosion and latent damage.
Materials
When the main constituents of the processes (e.g., flux, solder paste, cleaning media, soldering system) are changed, validation of the changes should be performed and documented. Solder alloys like Sn60Pb40, Sn62Pb36Ag2, Sn63Pb37, or Sn96.3Ag3.7 are ideal as per the standard. Additionally, solder alloys that have a good service life, performance, and reliability are also acceptable.
Flux
As per J-STD-001ES, flux is categorized into rosin (RO) and resin (RE) with activity levels from L0 to L1. For using different activity levels of flux, it is essential to test the process compatibility. Solder paste testing is also necessary to check the paste spread and the occurrence of solder balls due to oxidation.
Chemical strippers and thermal protection
Chemical strippers are flux removers that clean off the flux after completing soldering on a PCB. These exist in the form of chemical solutions, pastes, or creams. Chemical strippers should be selected such that they do not cause any damage or degradation.
While performing soldering or reworking, it is vital to protect the component from excessive heating and thermal shocks. It is achieved by implementing a heat sink, thermal shunt, or preheating. The component heat sensitivity levels should be checked, and recommended guidelines should be followed to avoid any risk.
To study vibration effects, design considerations for assembly, and modes of heat transfer in space vehicles, see how vibrations in space vehicles affect PCBA.
Part mounting requirement
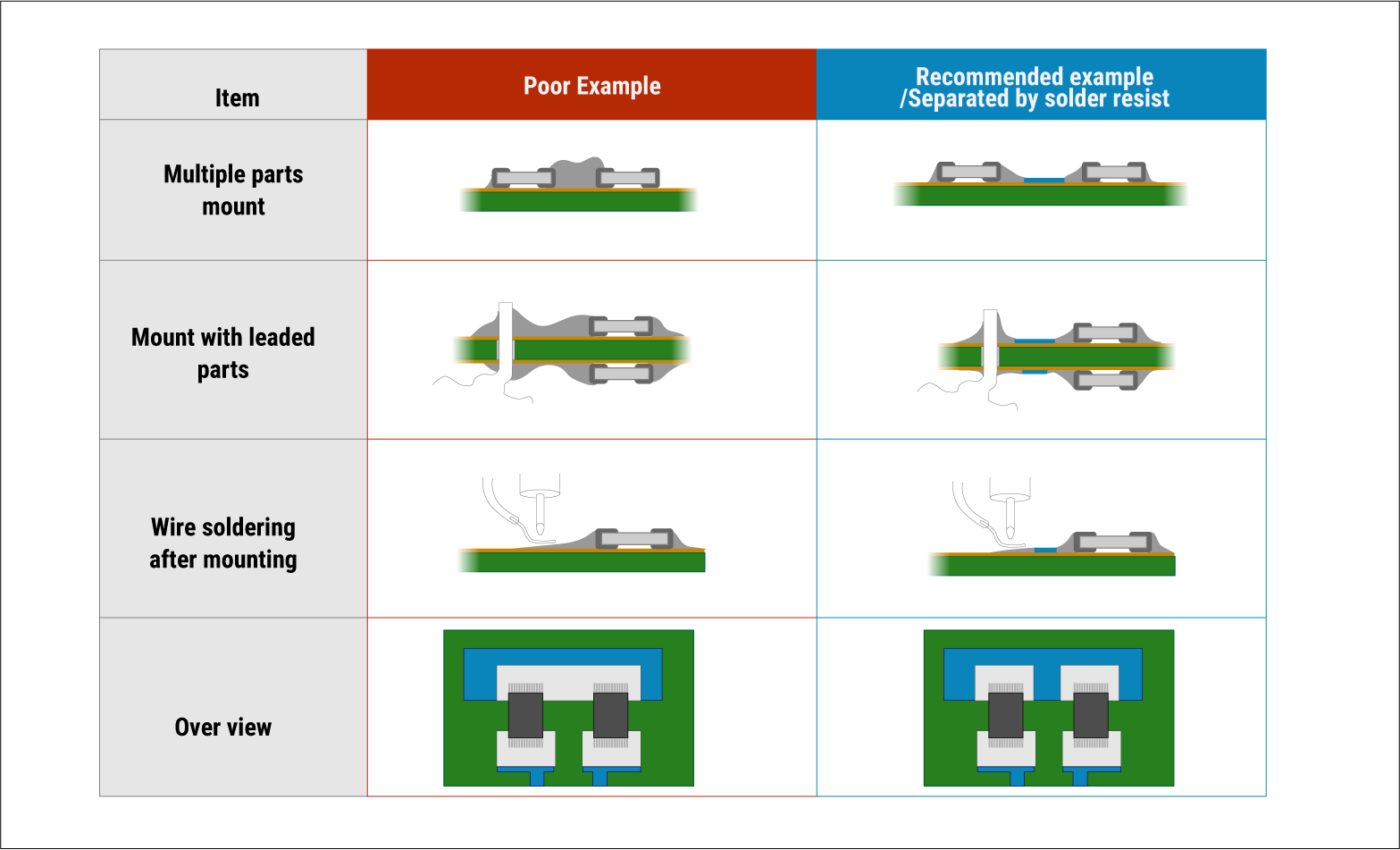
Sometimes, design restrictions stipulate the mounting of components that are incapable of withstanding soldering temperatures associated with a given process. In such cases, components are mounted and soldered with a suitable method that will help to attain the necessary temperature. There should be enough clearance between the parts to perform sufficient cleaning and cleanliness testing. Assemblies must be cleaned after soldering each connection to avoid contamination.
Stress relief is provided to all the leads when the component is constrained. Wires attaching terminals should also have stress relief. The image below shows mounting for different types of parts.
PCB Design for Assembly Handbook
6 Chapters - 50 Pages - 70 Minute ReadWhat's Inside:
- Recommended layout for components
- Common PCB assembly defects
- Factors that impact the cost of the PCB assembly, including:
- Component packages
- Board assembly volumes
Download Now
Exposed metal and strand damage
Exposed basis metal on leads or vertical edges of lands is acceptable. Exceptions to this rule include:
- Component materials made from iron, component leads, Kovar, and Alloy 42.
- The exposed base metal should not prevent the forming of a solder connection.
- Exposed organic solderability preservers (OSP) should not inhibit the formation of the solder joint.
The separation between wire strands should not exceed 1 strand diameter or extend beyond the outside diameter of wire insulation. The solder that is utilized for tinning stranded wire should only be used during subsequent soldering.
Refer to our class-3 design guide for a better understanding of the manufacturing and assembly of high-performance electronic products.
IPC Class 3 Design Guide
8 Chapters - 23 Pages - 35 Minute ReadWhat's Inside:
- IPC guidelines for manufacturing defects
- IPC standards for assembly processes
- Common differences between the classes
- IPC documents to set the level of acceptance criteria
Download Now
Lead and wire end extensions
Wire and lead ends should not extend over the terminal by more than one lead diameter. It is necessary to satisfy minimum electrical clearance requirements. Before assembly, leads should be formed according to the final design. The process of lead forming should not damage lead seals, welds, or connections inside components. Reworking of leads is not recommended other than for minor adjustments to bend angles. Ideally, leads should extend at least one lead diameter and not less than 0.8mm [0.031in] from the body.
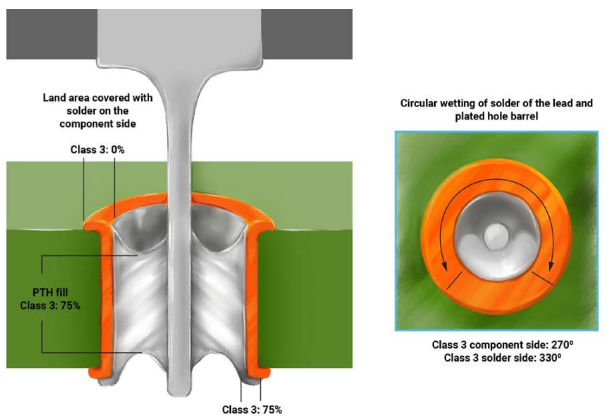
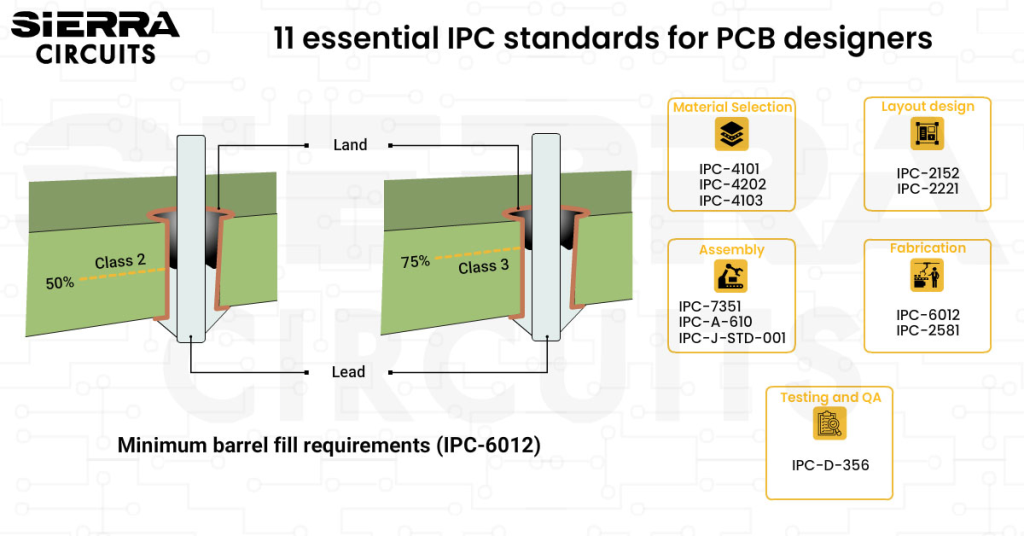
Through-hole component lead soldering
When soldering components into PTH connections, it is crucial to completely fill the PTH with solder. This achieves good wetting of lands, barrel top and bottom, and leads. Soldering should meet compliance requirements, regardless of the process, e.g., wave soldering, manual soldering, etc.
SMT lead forming
The minimum lead length for different types of SMT lead forming is given below:
- Flat leads: two lead widths
- Coined leads: two lead widths
- Round leads: two lead diameters
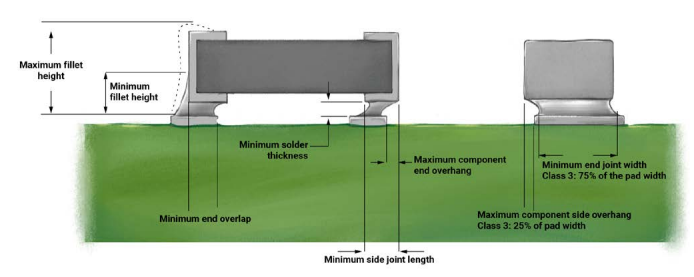
Chip components
For rectangular or square end chip components:
Fillet height: a minimum solder thickness of (G) + 25% of the termination height (H) or (G)+ 0.5mm [0.02in]
Cylindrical end cap terminations
This component is known as MELF (metal electrode leadless face).
Fillet height: a minimum solder thickness (G) + 25% of termination height (H) or (G) + 1mm [0.0394in]
Surface mount area array packages
There are some visual inspection requirements for surface-mount area array packages.
- X-ray inspection is recommended. Any visual inspection, such as AOI, may also be used.
- A visual inspection should be conducted on the solder terminations at the area array component’s outside row (perimeter).
- If there are corner markers on the board (if applicable), the area array component should align in both X and Y directions.
- The absence of leads, such as solder balls or columns, is an error unless specified in the PCB design.

Bottom termination components (BTC)
The bottom termination components are leadless and have their terminations plated on the underside of the package for protection. Some issues to consider include component manufacturers’ application notes, voids, solder coverage, solder height, maximum junction temperature, etc. Soldering these types of components often results in voids in the thermal plane.
Ultrasonic cleaning
Ultrasonic cleaning uses high-frequency sound waves that transmit through the liquid to scrub clean parts immersed in it. The following situations require the use of this technique:
- If there are only terminals or connectors present on bare boards or assemblies.
- In electronic assemblies, if the manufacturer provides documentation demonstrating that the use of ultrasonics will not interfere with the mechanical and electrical performance of the assembly.
Particulate matter assemblies
Particulate matter assemblies need to be clean and free of debris, solder splash, wire clips, and solder balls. Solder balls are permitted if a documented specialized process ensures the security of the connection (i.e., the solder will not come loose during transport, storage, or operation). To verify this, an appropriate process should generate data for review and maintenance. If minimum electrical clearance is not met, then it is termed as a defect.
It is crucial to follow updated benchmarks of PCB soldering to ensure a reliable printed circuit board.
If you have any further questions about J-STD-001, please post them on our forum, SierraConnect. Our design experts will resolve them.







We received a question: Is there a standard for the height of the solder in soldering?
The answer is:
Yes, we follow IPC for soldering height. The callout is different for each type of component.
Below examples for your reference:
For rectangular or square end chip components (1,2,3, or 5 side termination)
For BOTTOM termination chip components
For SMT component with J-Lead termination